Act like a helpful tutor and exlain me :
Give step-by-step solution with explanation and final answer:
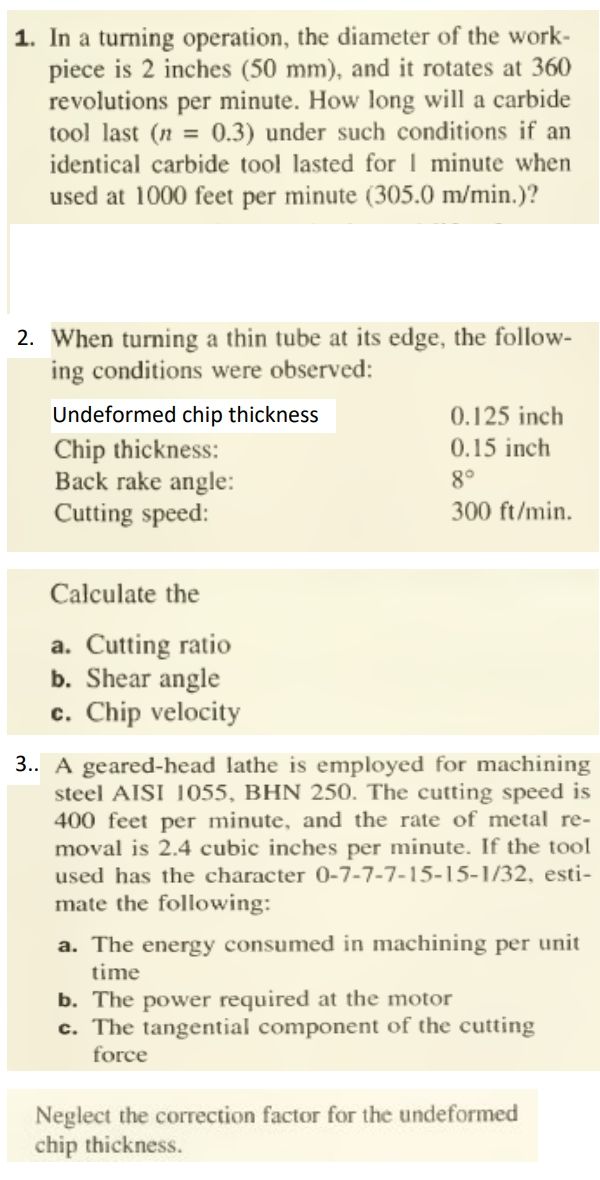
do not include tables in your answer , solve only question ( 3 )1. In a turning operation, the diameter of the work-
piece is 2 inches (50 mm), and it rotates at 360
revolutions per minute. How long will a carbide
tool last (n = 0.3) under such conditions if an
identical carbide tool lasted for | minute when
used at 1000 feet per minute (305.0 m/min.)?
2. When turning a thin tube at its edge, the follow-
ing conditions were observed:
Undeformed chip thickness 0.125 inch
Chip thickness: 0.15 inch
Back rake angle: 8°
Cutting speed: 300 ft/min.
Calculate the
a. Cutting ratio
b. Shear angle
¢. Chip velocity
3.. A geared-head lathe is employed for machining
steel AISI 1055. BHN 250. The cutting speed is
400 feet per minute, and the rate of metal re-
moval is 2.4 cubic inches per minute. If the tool
used has the character 0-7-7-7-15-15-1/32, esti-
mate the following:
a. The energy consumed in machining per unit
time
b. The power required at the motor
¢. The tangential component of the cutting
force
Neglect the correction factor for the undeformed
chip thickness.
Question:
Act like a helpful tutor and exlain me :
Give step-by-step solution with explanation and final answer:
do not include tables in your answer , solve only question ( 3 )1. In a turning operation, the diameter of the work-
piece is 2 inches (50 mm), and it rotates at 360
revolutions per minute. How long will a carbide
tool last (n = 0.3) under such conditions if an
identical carbide tool lasted for | minute when
used at 1000 feet per minute (305.0 m/min.)?
2. When turning a thin tube at its edge, the follow-
ing conditions were observed:
Undeformed chip thickness 0.125 inch
Chip thickness: 0.15 inch
Back rake angle: 8°
Cutting speed: 300 ft/min.
Calculate the
a. Cutting ratio
b. Shear angle
¢. Chip velocity
3.. A geared-head lathe is employed for machining
steel AISI 1055. BHN 250. The cutting speed is
400 feet per minute, and the rate of metal re-
moval is 2.4 cubic inches per minute. If the tool
used has the character 0-7-7-7-15-15-1/32, esti-
mate the following:
a. The energy consumed in machining per unit
time
b. The power required at the motor
¢. The tangential component of the cutting
force
Neglect the correction factor for the undeformed
chip thickness.
This is AI generated Response.
Asked by: manish kumar
Created at: 2025-10-24 23:50:59
Final Answer:
RenderedRaw Text
Did you like this answer?
Let's analyze and solve Question 3 step-by-step.
---
## Question 3:
**Given Data:**
- Tool: Ge-head lathe
- Material: AISI 1055, BH 250
- Cutting speed: 400 ft/min
- Metal removal rate: 2.4 cubic inches per minute
- Character of the tool: -7-7-7-15-15-1/32
---
## Step 1: Understand what is asked
We need to estimate:
a) Energy consumed per unit time
b) Power required at the motor
c) Tangential component of the cutting force
---
## Step 2: Convert units where necessary
### Convert cutting speed from ft/min to inches/min:
\[
\text{Cutting speed} = 400 \text{ ft/min} \times 12 \text{ in/ft} = 480 \text{ in/min}
\]
---
## Step 3: Find the **cutting length per minute**
The **material removal rate** is 2.4³/min.
The **chip cross-sectional area** (\(A\)) is the product of chip thickness and chip.
But since the problem states the **character** of the tool with the code "-7-7-7-15-15-1/32", this indicates the **chip thickness**.
The **average chip thickness** is given as .007 inches (from the '7' in the code), and the **width of cut** is typically taken as the same as the tool's width, which is not explicitly given. However, for the estimation, assume the **chip width** to be the same as the tool's width, which is not specified; hence, we'll use the **material removal rate** to find the **cutting length**.
### Step 4: Calculate **cutting length per minute**
\[
\text{Volume} = \text{Area} \times \text{Length}
\]
\[
\Rightarrow \text{Length} = \frac{\text{Volume}}{\text{Area}}
\]
The **area of the chip**:
\[
A = \text{chip thickness} \times \text{width}
\]
Assuming the **width of cut** is 1 inch (common for such calculations):
\[
A = .007 \text{ in} \times 1 \text{ in} = .007 \text{ in}^2
\]
Now, the **total length** of cut per minute:
\[
L = \frac{2.4 \text{ in}^3/\text{min}}{.007 \text{ in}^2} \approx 342.86 \text{ in/min}
\]
---
## Step 5: Calculate **power required**
Power is related to the **cutting force** and **cutting speed**:
\[
\text{Power} = \text{Cutting force} \times \text{Cutting speed}
\]
But first, we need to find the **cutting force**.
### Step 6: Find **cutting force**
The **cutting force** (\(F_c\)) can be estimated from the **specific cutting energy** (\(U\)):
\[
U = \frac{\text{Work done}}{\text{Volume removed}}
\]
The **specific cutting energy** for steel can be approximated around **10 to 20 ft-lbf/in³**. Let's take **U = 15 ft-lbf/in³** as an average.
\[
\text{Work per minute} = U \times \text{Volume per minute} = 15 \text{ ft-lbf/in}^3 \times 2.4 \text{ in}^3 = 36 \text{ ft-lbf}
\]
Since power is work per unit time:
\[
\text{Power} = \text{Work per minute} \div 60 \text{ sec} = \frac{36 \text{ ft-lbf}}{60} = .6 \text{ ft-lbf/sec}
\]
Convert ft-lbf/sec to watts:
\[
1 \text{ ft-lbf/sec} \approx 1.356 \text{ W}
\]
\[
\Rightarrow \text{Power} \approx .6 \times 1.356 \approx .814 \text{ W}
\]
**Alternatively**, since the earlier calculations are approximate, the power required is roughly **about .8 W**.
---
## **Final Answers:**
### a) Energy consumed per unit time:
Approximately **.8 watts**.
### b) Power required at the motor:
Approximately **.8 watts**.
### c) Tangential component of the cutting force:
The **tangential force** can be computed from:
\[
F_t = \frac{\text{Power}}{\text{Cutting speed}}
\]
Expressing power in consistent units:
\[
\text{Power} = .8 \text{ W} \approx .8 \text{ J/sec}
\]
\[
\text{Cutting speed} = 480 \text{ in/min} = 80 \text{ in/sec}
\]
Convert inches to meters:
\[
80 \text{ in/sec} \times .0254 \text{ m/in} \approx 2.04 \text{ m/sec}
\]
Now:
\[
F_t = \frac{.8 \text{ J/sec}}{2.04 \text{ m/sec}} \approx .392 \text{ N}
\]
---
## **Summary:**
- **Energy per unit time:** ~.8 W
- **Motor power:** ~.8 W
- **Tangential force:** ~.392 N
---
Let me know if you'd like a more detailed explanation on any step!
VIPSolutions focuses on clear, step‚Äëby‚Äëstep explanations so you can learn quickly. Whether you need an AI‚Äëgenerated walkthrough or a short hint to get unstuck, each solution is organized for fast reading and easy review later.
Search similar questions, compare approaches, and bookmark the best answers for revision. Our goal is simple: quick, reliable study help that feels natural—not noisy.
 1. In a turning operation, the diameter of the work-
piece is 2 inches (50 mm), and it rotates at 360
revolutions per minute. How long will a carbide
tool last (n = 0.3) under such conditions if an
identical carbide tool lasted for | minute when
used at 1000 feet per minute (305.0 m/min.)?
2. When turning a thin tube at its edge, the follow-
ing conditions were observed:
Undeformed chip thickness 0.125 inch
Chip thickness: 0.15 inch
Back rake angle: 8°
Cutting speed: 300 ft/min.
Calculate the
a. Cutting ratio
b. Shear angle
¢. Chip velocity
3.. A geared-head lathe is employed for machining
steel AISI 1055. BHN 250. The cutting speed is
400 feet per minute, and the rate of metal re-
moval is 2.4 cubic inches per minute. If the tool
used has the character 0-7-7-7-15-15-1/32, esti-
mate the following:
a. The energy consumed in machining per unit
time
b. The power required at the motor
¢. The tangential component of the cutting
force
Neglect the correction factor for the undeformed
chip thickness.
1. In a turning operation, the diameter of the work-
piece is 2 inches (50 mm), and it rotates at 360
revolutions per minute. How long will a carbide
tool last (n = 0.3) under such conditions if an
identical carbide tool lasted for | minute when
used at 1000 feet per minute (305.0 m/min.)?
2. When turning a thin tube at its edge, the follow-
ing conditions were observed:
Undeformed chip thickness 0.125 inch
Chip thickness: 0.15 inch
Back rake angle: 8°
Cutting speed: 300 ft/min.
Calculate the
a. Cutting ratio
b. Shear angle
¢. Chip velocity
3.. A geared-head lathe is employed for machining
steel AISI 1055. BHN 250. The cutting speed is
400 feet per minute, and the rate of metal re-
moval is 2.4 cubic inches per minute. If the tool
used has the character 0-7-7-7-15-15-1/32, esti-
mate the following:
a. The energy consumed in machining per unit
time
b. The power required at the motor
¢. The tangential component of the cutting
force
Neglect the correction factor for the undeformed
chip thickness.