Give step-by-step solution with explanation and final answer:B. Tech. FET (FT-302) Case study-based reports Case Study # 2 (25 Marks) Afood processing company, TU Incubation, is expanding its portfolio of concentrated food products. They plan to install a multiple-cffect evaporator (MEE) system and require process design data for three different types of food liquids: Product A — Tomato Juice (heat-sensitive, moderate viscosity, prone to fouling) Product B— Sugarcane Juice (non-Newtonian at high solids, caramelization risk) Product C — Milk (heat-sensitive proteins, foaming, lactose crystallization issues) The goal is to concentrate each product from its initial total solids (TS) to a specific final TS target: [A-TomatoJuice [ 8 | 28 |] [B—Sugarcancluice | 16 | 60 | The company plans to use a triple-cffect falling-film evaporator operating under decreasing pressures (Effect 1 — Effect 3). Steam at 120 °C (approx. 2 bar) is available. Available Process Data Evaporator Specifications Heat transfer area per effect: 50 m?; Overall heat transfer coefficients (U): Effect 1: 1300 W/m? K; Effect 2: 1100 W/m? K: Effect 3: 900 W/m*'K Boiling temperatures under vacuum Effect 1: 95 °C; Effect 2: 75 °C; Effect 3: 55 °C Feed temperature for all products: 25 °C kI/kg°C) Estimate a. Determine the mass of water that must be evaporated per 1,000 kg of feed to reach the target TS. b. Determine the evaporation ratio (kg water evaporated/kg feed). c. Heat available in Effect 1 d. Water evaporation rate in Effect 1 using the latent heat of vaporization = 2250 k/kg c. Estimate the steam economy of the triple-ffect system (expected range: 2.4-2.8). £ Based on the economy, calculate the steam required per 1,000 kg of feed for cach product. o. Evaluate Heat Sensitivity and Quality Impacts for cach product in terms of the following: = Expected color degradation (c.g.. lycopene loss in tomato) = Flavour changes (caramelization risk in sugarcane juice) = Protein denaturation and fouling (casein/whey interactions in milk) = Effect of viscosity rise on film formation in falling-film evaporators = Need for vacuum operation for preserving quality h. State which product will have the highest risk of quality deterioration, with justification. i. Recommend the Most Suitable Evaporator Type for Each Product (Justify based on viscosity, heat sensitivity, risk of fouling. and operational feasibility). Additionally. draw a clear and concise sketch diagram for cach recommended evaporator. Page 20f 2
Question:
Give step-by-step solution with explanation and final answer: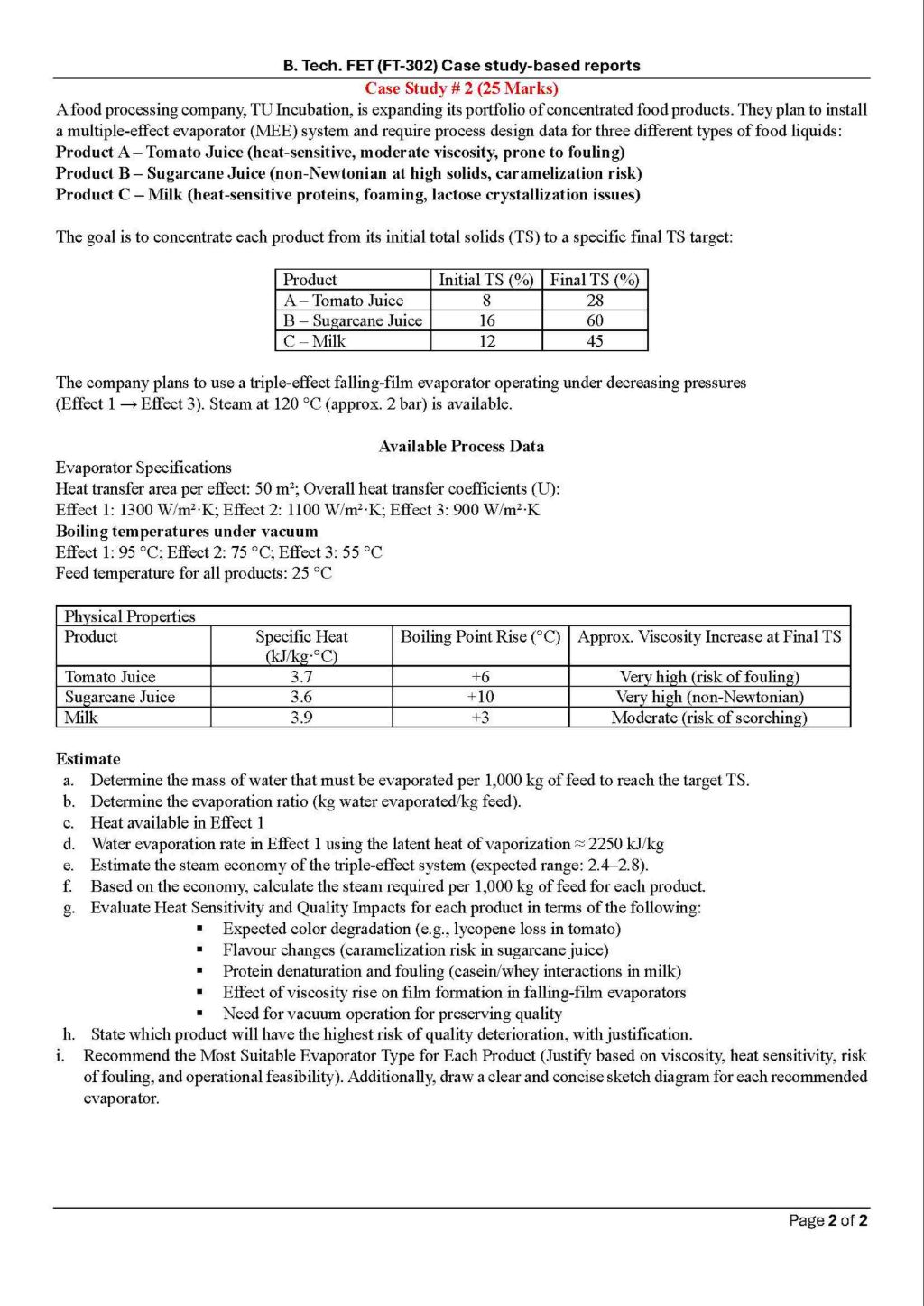 B. Tech. FET (FT-302) Case study-based reports
Case Study # 2 (25 Marks)
Afood processing company, TU Incubation, is expanding its portfolio of concentrated food products. They plan to install
a multiple-cffect evaporator (MEE) system and require process design data for three different types of food liquids:
Product A — Tomato Juice (heat-sensitive, moderate viscosity, prone to fouling)
Product B— Sugarcane Juice (non-Newtonian at high solids, caramelization risk)
Product C — Milk (heat-sensitive proteins, foaming, lactose crystallization issues)
The goal is to concentrate each product from its initial total solids (TS) to a specific final TS target:
[A-TomatoJuice [ 8 | 28 |]
[B—Sugarcancluice | 16 | 60 |
The company plans to use a triple-cffect falling-film evaporator operating under decreasing pressures
(Effect 1 — Effect 3). Steam at 120 °C (approx. 2 bar) is available.
Available Process Data
Evaporator Specifications
Heat transfer area per effect: 50 m?; Overall heat transfer coefficients (U):
Effect 1: 1300 W/m? K; Effect 2: 1100 W/m? K: Effect 3: 900 W/m*'K
Boiling temperatures under vacuum
Effect 1: 95 °C; Effect 2: 75 °C; Effect 3: 55 °C
Feed temperature for all products: 25 °C
kI/kg°C)
Estimate
a. Determine the mass of water that must be evaporated per 1,000 kg of feed to reach the target TS.
b. Determine the evaporation ratio (kg water evaporated/kg feed).
c. Heat available in Effect 1
d. Water evaporation rate in Effect 1 using the latent heat of vaporization = 2250 k/kg
c. Estimate the steam economy of the triple-ffect system (expected range: 2.4-2.8).
£ Based on the economy, calculate the steam required per 1,000 kg of feed for cach product.
o. Evaluate Heat Sensitivity and Quality Impacts for cach product in terms of the following:
= Expected color degradation (c.g.. lycopene loss in tomato)
= Flavour changes (caramelization risk in sugarcane juice)
= Protein denaturation and fouling (casein/whey interactions in milk)
= Effect of viscosity rise on film formation in falling-film evaporators
= Need for vacuum operation for preserving quality
h. State which product will have the highest risk of quality deterioration, with justification.
i. Recommend the Most Suitable Evaporator Type for Each Product (Justify based on viscosity, heat sensitivity, risk
of fouling. and operational feasibility). Additionally. draw a clear and concise sketch diagram for cach recommended
evaporator.
Page 20f 2
B. Tech. FET (FT-302) Case study-based reports
Case Study # 2 (25 Marks)
Afood processing company, TU Incubation, is expanding its portfolio of concentrated food products. They plan to install
a multiple-cffect evaporator (MEE) system and require process design data for three different types of food liquids:
Product A — Tomato Juice (heat-sensitive, moderate viscosity, prone to fouling)
Product B— Sugarcane Juice (non-Newtonian at high solids, caramelization risk)
Product C — Milk (heat-sensitive proteins, foaming, lactose crystallization issues)
The goal is to concentrate each product from its initial total solids (TS) to a specific final TS target:
[A-TomatoJuice [ 8 | 28 |]
[B—Sugarcancluice | 16 | 60 |
The company plans to use a triple-cffect falling-film evaporator operating under decreasing pressures
(Effect 1 — Effect 3). Steam at 120 °C (approx. 2 bar) is available.
Available Process Data
Evaporator Specifications
Heat transfer area per effect: 50 m?; Overall heat transfer coefficients (U):
Effect 1: 1300 W/m? K; Effect 2: 1100 W/m? K: Effect 3: 900 W/m*'K
Boiling temperatures under vacuum
Effect 1: 95 °C; Effect 2: 75 °C; Effect 3: 55 °C
Feed temperature for all products: 25 °C
kI/kg°C)
Estimate
a. Determine the mass of water that must be evaporated per 1,000 kg of feed to reach the target TS.
b. Determine the evaporation ratio (kg water evaporated/kg feed).
c. Heat available in Effect 1
d. Water evaporation rate in Effect 1 using the latent heat of vaporization = 2250 k/kg
c. Estimate the steam economy of the triple-ffect system (expected range: 2.4-2.8).
£ Based on the economy, calculate the steam required per 1,000 kg of feed for cach product.
o. Evaluate Heat Sensitivity and Quality Impacts for cach product in terms of the following:
= Expected color degradation (c.g.. lycopene loss in tomato)
= Flavour changes (caramelization risk in sugarcane juice)
= Protein denaturation and fouling (casein/whey interactions in milk)
= Effect of viscosity rise on film formation in falling-film evaporators
= Need for vacuum operation for preserving quality
h. State which product will have the highest risk of quality deterioration, with justification.
i. Recommend the Most Suitable Evaporator Type for Each Product (Justify based on viscosity, heat sensitivity, risk
of fouling. and operational feasibility). Additionally. draw a clear and concise sketch diagram for cach recommended
evaporator.
Page 20f 2
Asked by: karuna
Created at: 2025-12-15 02:36:58
Final Answer:
📢 Instructions:
- Ask anything relatd to above question only.
- For new Question goto :