Give step-by-step solution with explanation and final answer:Pilot Parameter Unit
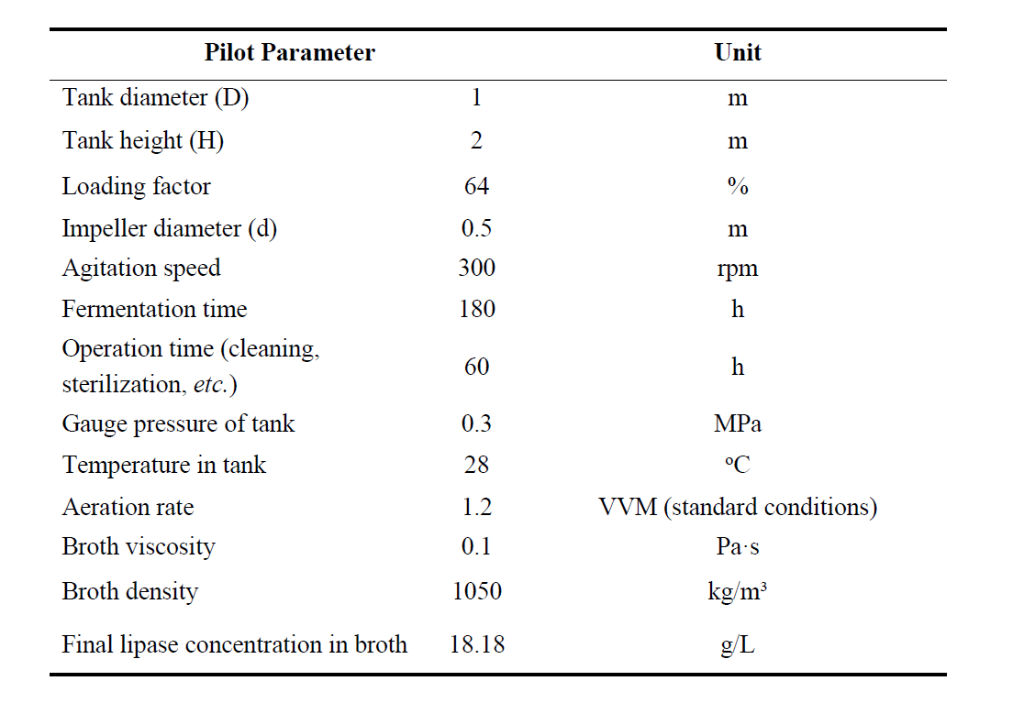
Tank diameter (D) 1 m
Tank height (H) 2 m
Loading factor 64 %
Impeller diameter (d) 0.5 m
Agitation speed 300 pm
Fermentation time 180 h
mes :
Gauge pressure of tank 0.3 MPa
Temperature in tank 28 °C
Aeration rate 12 VVM (standard conditions)
Broth viscosity 0.1 Pas
Broth density 1050 kg/m?
Final lipase concentration in broth ~~ 18.18 g/L
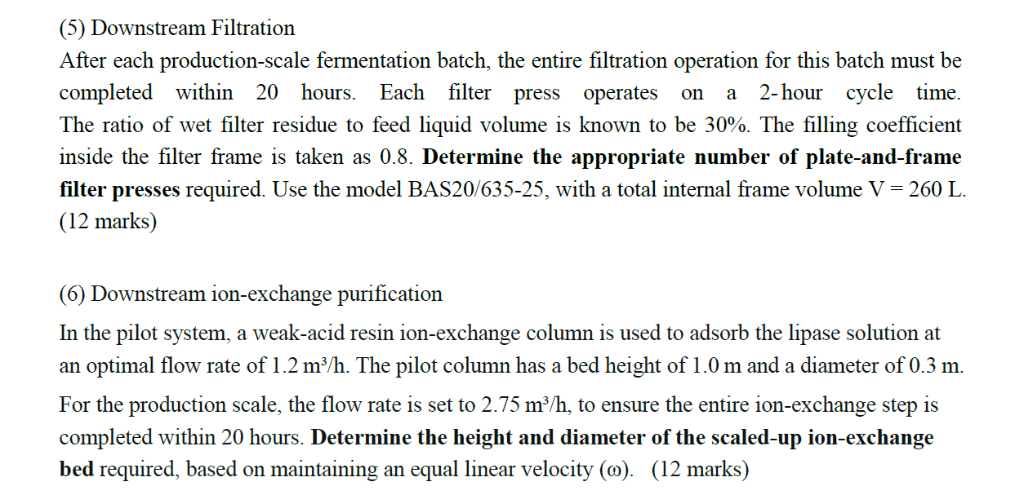
(5) Downstream Filtration
After each production-scale fermentation batch, the entire filtration operation for this batch must be
completed within 20 hours. Each filter press operates on a 2-hour cycle time.
The ratio of wet filter residue to feed liquid volume is known to be 30%. The filling coefficient
inside the filter frame is taken as 0.8. Determine the appropriate number of plate-and-frame
filter presses required. Use the model BAS20/635-25, with a total internal frame volume V =260 L.
(12 marks)
(6) Downstream ion-exchange purification
In the pilot system, a weak-acid resin ion-exchange column is used to adsorb the lipase solution at
an optimal flow rate of 1.2 m¥h. The pilot column has a bed height of 1.0 m and a diameter of 0.3 m.
For the production scale, the flow rate is set to 2.75 m*h, to ensure the entire ion-exchange step is
completed within 20 hours. Determine the height and diameter of the scaled-up ion-exchange
bed required, based on maintaining an equal linear velocity (®). (12 marks)
Question:
Give step-by-step solution with explanation and final answer:Pilot Parameter Unit
Tank diameter (D) 1 m
Tank height (H) 2 m
Loading factor 64 %
Impeller diameter (d) 0.5 m
Agitation speed 300 pm
Fermentation time 180 h
mes :
Gauge pressure of tank 0.3 MPa
Temperature in tank 28 °C
Aeration rate 12 VVM (standard conditions)
Broth viscosity 0.1 Pas
Broth density 1050 kg/m?
Final lipase concentration in broth ~~ 18.18 g/L
(5) Downstream Filtration
After each production-scale fermentation batch, the entire filtration operation for this batch must be
completed within 20 hours. Each filter press operates on a 2-hour cycle time.
The ratio of wet filter residue to feed liquid volume is known to be 30%. The filling coefficient
inside the filter frame is taken as 0.8. Determine the appropriate number of plate-and-frame
filter presses required. Use the model BAS20/635-25, with a total internal frame volume V =260 L.
(12 marks)
(6) Downstream ion-exchange purification
In the pilot system, a weak-acid resin ion-exchange column is used to adsorb the lipase solution at
an optimal flow rate of 1.2 m¥h. The pilot column has a bed height of 1.0 m and a diameter of 0.3 m.
For the production scale, the flow rate is set to 2.75 m*h, to ensure the entire ion-exchange step is
completed within 20 hours. Determine the height and diameter of the scaled-up ion-exchange
bed required, based on maintaining an equal linear velocity (®). (12 marks)
This is AI generated Response.
Asked by: francis
Created at: 2025-12-18 02:02:35
Final Answer:
RenderedRaw Text
Did you like this answer?
Let's solve **each question step-by-step** using the data provided.
---
# (5) **Downstream Filtration**
## **Given Data**
- **Tank diameter (D):** 1 m
- **Tank height (H):** 2 m
- **Loading factor:** 64%
- **Batch volume = Tank volume × Loading factor**
- **Operation time for filtration:** 20 h
- **Cycle time per filter press:** 2 h
- **Ratio of wet residue/filter cake to feed liquid volume:** 30% (i.e., for every 1 L of feed, .3 L of wet cake is produced)
- **Filling coefficient inside filter frame:** .8
- **Model BAS20/635-25:** total internal frame volume V = 260 L (per press, per cycle)
---
## **Step 1: Calculate the Batch Feed Volume**
### **Fermenter Working Volume**
\[
\text{Fermenter Volume} = \pi r^2 h = \pi \left(\frac{1}{2}\right)^2 \times 2 = \pi \times .25 \times 2 = \pi \times .5 \approx 1.57~\text{m}^3
\]
\[
\text{Loading Factor} = 64\%
\]
\[
\text{Working Volume} = 1.57 \times .64 \approx 1.01~\text{m}^3 = 101~\text{L}
\]
---
## **Step 2: Adjust for Wet Filter Cake**
\[
\text{Let } V = \text{feed liquid volume to filter}
\]
\[
\text{Wet Residue Volume} = .3V
\]
\[
\text{Total Volume to Fill Filter Frame} = \text{Wet Residue Volume}
\]
---
## **Step 3: Filter Press Frame Utilization per Cycle**
\[
\text{Effective Filter Frame Volume per Cycle (per press)} = .8 \times 260~\text{L} = 208~\text{L}
\]
---
## **Step 4: Number of Cycles Needed**
\[
\text{Wet filter cake to process per batch} = .3 \times 101 = 303~\text{L}
\]
Each press can process **208 L per cycle** (of cake).
\[
\text{Number of cycles required (per press)} = \frac{303}{208} \approx 1.46
\]
But, **each press cycle is 2 hours**, and the operation must be completed in **20 hours**.
\[
\text{Total cycles possible per press in 20 hours} = \frac{20}{2} = 10
\]
So, **one filter press can run 10 cycles in 20 hours**, processing:
\[
208~\text{L/cycle} \times 10~\text{cycles} = 208~\text{L}
\]
This is **much more** than required. But, the process must be completed in 20 hours, and the calculation above is for one batch (303 L of cake per batch).
\[
\text{Number of presses required} = \frac{1.46}{10} = .146
\]
But this value is **less than 1**, meaning **1 plate-and-frame filter press is sufficient**.
---
## **Final Answer for (5):**
### **Number of Plate-and-Frame Filter Presses Required**
\[
\boxed{1}
\]
**One BAS20/635-25 filter press is sufficient to complete the batch filtration within 20 hours.**
---
# (6) **Downstream Ion-Exchange Purification**
## **Given Data**
- **Pilot column:** Height = 1. m, Diameter = .3 m
- **Pilot flow rate:** 1.2 m³/h
- **Production flow rate:** 2.7 m³/h
- **Production step must finish in:** 20 h
- **Maintain same linear velocity (\( \omega \))**
---
## **Step 1: Calculate Linear Velocity in Pilot System**
\[
\text{Column cross-sectional area} = A = \pi r^2 = \pi \left(\frac{.3}{2}\right)^2 = \pi (.15)^2 \approx .0707~\text{m}^2
\]
\[
\text{Linear velocity } (\omega) = \frac{\text{Flow rate}}{\text{Area}} = \frac{1.2}{.0707} \approx 16.97~\text{m/h}
\]
---
## **Step 2: Calculate Required Area for Production Scale**
\[
\text{Required area} = \frac{\text{Production flow rate}}{\omega} = \frac{2.7}{16.97} \approx .1592~\text{m}^2
\]
---
## **Step 3: Choose Scaled Bed Height**
Pilot bed height = 1. m.
To finish in 20 h, the **bed volume must be sufficient for the batch**.
\[
\text{Batch volume to treat} = 101~\text{L} = 1.01~\text{m}^3
\]
But, since flow is 2.7 m³/h, in 20 h:
\[
\text{Total processed volume} = 2.7 \times 20 = 54~\text{m}^3
\]
But only **1.01 m³** is actually needed.
Since we're told to maintain linear velocity and scale area, we keep **height = 1. m**.
---
## **Step 4: Calculate Required Diameter**
\[
A = \pi \left(\frac{d}{2}\right)^2 = .1592~\text{m}^2
\]
\[
\frac{d}{2} = \sqrt{\frac{.1592}{\pi}} = \sqrt{.0507} \approx .225~\text{m}
\]
\[
d = 2 \times .225 = .45~\text{m}
\]
---
## **Final Answer for (6):**
### **Scaled Ion-Exchange Bed Dimensions**
- **Height:** \(\boxed{1.~\text{m}}\)
- **Diameter:** \(\boxed{.45~\text{m}}\)
---
## **Summary Table**
| Part | Final Answer |
|------|--------------|
| (5) | 1 BAS20/635-25 plate-and-frame filter press required |
| (6) | Ion-exchange bed, height = 1. m, diameter = .45 m |
---
If you need full workings or clarification, let me know!
VIPSolutions focuses on clear, step‑by‑step explanations so you can learn quickly. Whether you need an AI‑generated walkthrough or a short hint to get unstuck, each solution is organized for fast reading and easy review later.
Search similar questions, compare approaches, and bookmark the best answers for revision. Our goal is simple: quick, reliable study help that feels natural—not noisy.
 Pilot Parameter Unit
Tank diameter (D) 1 m
Tank height (H) 2 m
Loading factor 64 %
Impeller diameter (d) 0.5 m
Agitation speed 300 pm
Fermentation time 180 h
mes :
Gauge pressure of tank 0.3 MPa
Temperature in tank 28 °C
Aeration rate 12 VVM (standard conditions)
Broth viscosity 0.1 Pas
Broth density 1050 kg/m?
Final lipase concentration in broth ~~ 18.18 g/L
(5) Downstream Filtration
After each production-scale fermentation batch, the entire filtration operation for this batch must be
completed within 20 hours. Each filter press operates on a 2-hour cycle time.
The ratio of wet filter residue to feed liquid volume is known to be 30%. The filling coefficient
inside the filter frame is taken as 0.8. Determine the appropriate number of plate-and-frame
filter presses required. Use the model BAS20/635-25, with a total internal frame volume V =260 L.
(12 marks)
(6) Downstream ion-exchange purification
In the pilot system, a weak-acid resin ion-exchange column is used to adsorb the lipase solution at
an optimal flow rate of 1.2 m¥h. The pilot column has a bed height of 1.0 m and a diameter of 0.3 m.
For the production scale, the flow rate is set to 2.75 m*h, to ensure the entire ion-exchange step is
completed within 20 hours. Determine the height and diameter of the scaled-up ion-exchange
bed required, based on maintaining an equal linear velocity (®). (12 marks)
Pilot Parameter Unit
Tank diameter (D) 1 m
Tank height (H) 2 m
Loading factor 64 %
Impeller diameter (d) 0.5 m
Agitation speed 300 pm
Fermentation time 180 h
mes :
Gauge pressure of tank 0.3 MPa
Temperature in tank 28 °C
Aeration rate 12 VVM (standard conditions)
Broth viscosity 0.1 Pas
Broth density 1050 kg/m?
Final lipase concentration in broth ~~ 18.18 g/L
(5) Downstream Filtration
After each production-scale fermentation batch, the entire filtration operation for this batch must be
completed within 20 hours. Each filter press operates on a 2-hour cycle time.
The ratio of wet filter residue to feed liquid volume is known to be 30%. The filling coefficient
inside the filter frame is taken as 0.8. Determine the appropriate number of plate-and-frame
filter presses required. Use the model BAS20/635-25, with a total internal frame volume V =260 L.
(12 marks)
(6) Downstream ion-exchange purification
In the pilot system, a weak-acid resin ion-exchange column is used to adsorb the lipase solution at
an optimal flow rate of 1.2 m¥h. The pilot column has a bed height of 1.0 m and a diameter of 0.3 m.
For the production scale, the flow rate is set to 2.75 m*h, to ensure the entire ion-exchange step is
completed within 20 hours. Determine the height and diameter of the scaled-up ion-exchange
bed required, based on maintaining an equal linear velocity (®). (12 marks)