Give step-by-step solution with explanation and final answer:The Spring family has owned and operated a garden tool and implements manufacturing company since 1952. The company sells garden tools to distributors and directly to hardware stores and home improvement discount chains. The Spring Company's four most popular small garden tools are a trowel, a hoe, a rake, and a shovel. Each of these tools is made from durable steel and has a wooden handle. The Spring family prides itself on its high- quality tools. The manufacturing process encompasses two stages. The first stage includes two operations: stamping out the metal tool heads and drilling screw holes in them. The completed tool heads then flow to the second stage, which includes an assembly operation where the handles are attached to the tool heads, a finishing step, and packaging. The processing times per tool for each operation are provided in the following table: Tool (hr./unit) Total Hours ————————— Avallable per Operation Trowel Hoe Rake Shovel Month Samping 004 017 006 0.12 500 Drilling ~~ 005 014 — 014 00 Assembly 006 013 005 0.10 60 Finishing 005 021 002 0.10 550 Packiging 003 015 004 015 500 The steel the company uses is ordered from an iron and steel works in Japan. The company has 10,000 square feet of sheet steel available each month. The metal required for each tool and the monthly contracted production volume per tool are provided in the following table: Sheet Metal (ft.) Monthly Contracted Sales Trowel 12 1.800 Hoe 16 1400 Rake 21 1.600 Shovel 24 1.800 The primary reasons the company has survived and prospered are its ability always to meet customer demand on time and its high quality. As a result, the Spring Company will produce on an overtime basis in order to meet its sales requirements, and it also has a long-standing arrangement with a local tool and die company to manufacture its tool heads. The Spring Company feels comfortable subcontracting the first stage operations because it is easier to detect defects prior to assembly and finishing. For the same reason, the company will not subcontract for the entire tool because defects would be particularly hard to detect after the tool was finished and packaged. However, the company does have 100 hours of overtime available each month for each operation in both stages. The regular production and overtime costs per tool for both stages are provided in the following table.
Question:
Give step-by-step solution with explanation and final answer: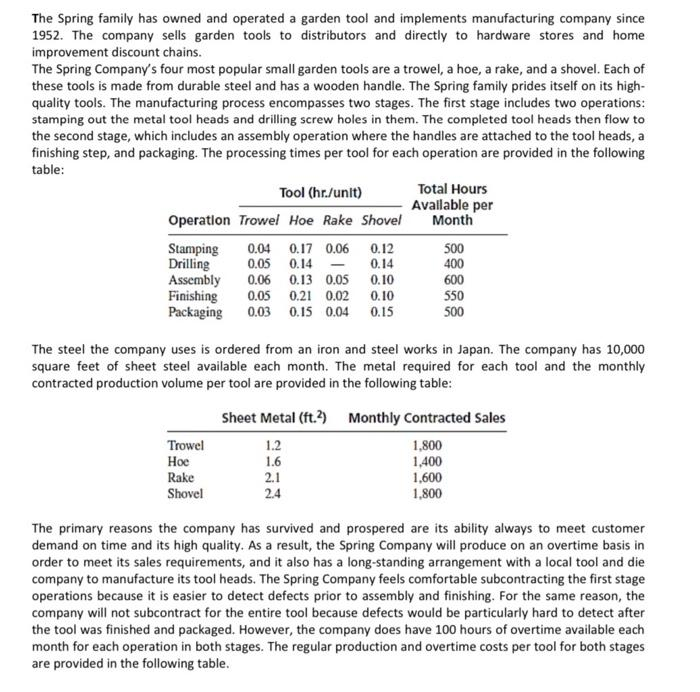 The Spring family has owned and operated a garden tool and implements manufacturing company since
1952. The company sells garden tools to distributors and directly to hardware stores and home
improvement discount chains.
The Spring Company's four most popular small garden tools are a trowel, a hoe, a rake, and a shovel. Each of
these tools is made from durable steel and has a wooden handle. The Spring family prides itself on its high-
quality tools. The manufacturing process encompasses two stages. The first stage includes two operations:
stamping out the metal tool heads and drilling screw holes in them. The completed tool heads then flow to
the second stage, which includes an assembly operation where the handles are attached to the tool heads, a
finishing step, and packaging. The processing times per tool for each operation are provided in the following
table:
Tool (hr./unit) Total Hours
————————— Avallable per
Operation Trowel Hoe Rake Shovel Month
Samping 004 017 006 0.12 500
Drilling ~~ 005 014 — 014 00
Assembly 006 013 005 0.10 60
Finishing 005 021 002 0.10 550
Packiging 003 015 004 015 500
The steel the company uses is ordered from an iron and steel works in Japan. The company has 10,000
square feet of sheet steel available each month. The metal required for each tool and the monthly
contracted production volume per tool are provided in the following table:
Sheet Metal (ft.) Monthly Contracted Sales
Trowel 12 1.800
Hoe 16 1400
Rake 21 1.600
Shovel 24 1.800
The primary reasons the company has survived and prospered are its ability always to meet customer
demand on time and its high quality. As a result, the Spring Company will produce on an overtime basis in
order to meet its sales requirements, and it also has a long-standing arrangement with a local tool and die
company to manufacture its tool heads. The Spring Company feels comfortable subcontracting the first stage
operations because it is easier to detect defects prior to assembly and finishing. For the same reason, the
company will not subcontract for the entire tool because defects would be particularly hard to detect after
the tool was finished and packaged. However, the company does have 100 hours of overtime available each
month for each operation in both stages. The regular production and overtime costs per tool for both stages
are provided in the following table.
The Spring family has owned and operated a garden tool and implements manufacturing company since
1952. The company sells garden tools to distributors and directly to hardware stores and home
improvement discount chains.
The Spring Company's four most popular small garden tools are a trowel, a hoe, a rake, and a shovel. Each of
these tools is made from durable steel and has a wooden handle. The Spring family prides itself on its high-
quality tools. The manufacturing process encompasses two stages. The first stage includes two operations:
stamping out the metal tool heads and drilling screw holes in them. The completed tool heads then flow to
the second stage, which includes an assembly operation where the handles are attached to the tool heads, a
finishing step, and packaging. The processing times per tool for each operation are provided in the following
table:
Tool (hr./unit) Total Hours
————————— Avallable per
Operation Trowel Hoe Rake Shovel Month
Samping 004 017 006 0.12 500
Drilling ~~ 005 014 — 014 00
Assembly 006 013 005 0.10 60
Finishing 005 021 002 0.10 550
Packiging 003 015 004 015 500
The steel the company uses is ordered from an iron and steel works in Japan. The company has 10,000
square feet of sheet steel available each month. The metal required for each tool and the monthly
contracted production volume per tool are provided in the following table:
Sheet Metal (ft.) Monthly Contracted Sales
Trowel 12 1.800
Hoe 16 1400
Rake 21 1.600
Shovel 24 1.800
The primary reasons the company has survived and prospered are its ability always to meet customer
demand on time and its high quality. As a result, the Spring Company will produce on an overtime basis in
order to meet its sales requirements, and it also has a long-standing arrangement with a local tool and die
company to manufacture its tool heads. The Spring Company feels comfortable subcontracting the first stage
operations because it is easier to detect defects prior to assembly and finishing. For the same reason, the
company will not subcontract for the entire tool because defects would be particularly hard to detect after
the tool was finished and packaged. However, the company does have 100 hours of overtime available each
month for each operation in both stages. The regular production and overtime costs per tool for both stages
are provided in the following table.
Asked by: gvr
Created at: 2025-07-26 20:26:44
Final Answer:
📢 Instructions:
- Ask anything relatd to above question only.
- For new Question goto :